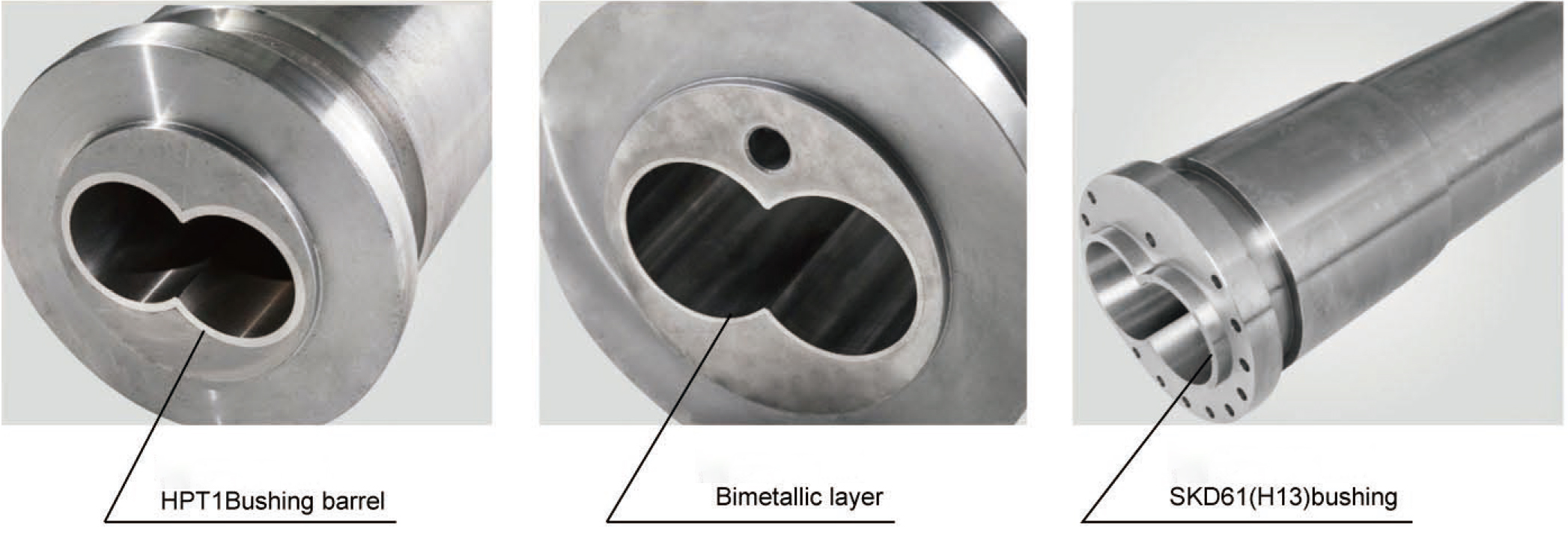
SPC ફ્લોર માટે કોનિકલ ટ્વીન સ્ક્રુ બેરલ
| મોડેલ્સ | |||||||
| ૪૫/૯૦ | ૪૫/૧૦૦ | ૫૧/૧૦૫ | ૫૫/૧૧૦ | ૫૮/૧૨૪ | ૬૦/૧૨૫ | ૬૫/૧૨૦ | ૬૫/૧૩૨ |
| ૬૮/૧૪૩ | ૭૫/૧૫૦ | ૮૦/૧૪૩ | ૮૦/૧૫૬ | ૮૦/૧૭૨ | ૯૨/૧૮૮ | ૧૦૫/૨૧૦ | ૧૧૦/૨૨૦ |
1. સખ્તાઇ અને ટેમ્પરિંગ પછી કઠિનતા: HB280-320.
2.નાઈટ્રાઈડ કઠિનતા: HV920-1000.
૩.નાઈટ્રાઈડ કેસ ઊંડાઈ: ૦.૫૦-૦.૮૦ મીમી.
૪.નાઈટ્રાઈડ બરડપણું: ગ્રેડ ૨ કરતા ઓછું.
૫. સપાટીની ખરબચડીતા: Ra ૦.૪.
૬. સ્ક્રુની સીધીતા: ૦.૦૧૫ મીમી.
7. નાઈટ્રાઈડિંગ પછી સપાટી ક્રોમિયમ-પ્લેટિંગની કઠિનતા: ≥900HV.
૮. ક્રોમિયમ-પ્લેટિંગ ઊંડાઈ: ૦.૦૨૫~૦.૧૦ મીમી.
9. એલોય કઠિનતા: HRC50-65.
૧૦. મિશ્રધાતુની ઊંડાઈ: ૦.૮~૨.૦ મીમી.

SPC ફ્લોરિંગના ક્ષેત્રમાં સ્ક્રુ બેરલનો ઉપયોગ અનેક પાસાઓ ધરાવે છે: સામગ્રીનું મિશ્રણ: SPC ફ્લોરિંગ માટે જરૂરી સામગ્રીના ઉત્પાદન માટે સ્ક્રુ બેરલ એક મહત્વપૂર્ણ સાધન છે. તે SPC ફ્લોરિંગ માટે જરૂરી સંયુક્ત સામગ્રી બનાવવા માટે PVC સામગ્રીને અન્ય ઉમેરણો (જેમ કે પ્લાસ્ટિસાઇઝર્સ, સ્ટેબિલાઇઝર્સ, વગેરે) સાથે મિશ્રિત કરે છે. પ્લાસ્ટિસાઇઝેશન: સ્ક્રુ બેરલ PVC સામગ્રીને પ્લાસ્ટિસાઇઝ કરવા માટે ઉચ્ચ તાપમાન અને યાંત્રિક બળનો ઉપયોગ કરે છે.
ફરતા સ્ક્રૂ દ્વારા, પીવીસી સામગ્રીને બેરલની અંદર ગરમ કરીને હલાવવામાં આવે છે જેથી તે નરમ અને પ્લાસ્ટિક બને અને પછીના મોલ્ડિંગ માટે યોગ્ય બને. બહાર કાઢો: પ્લાસ્ટિસાઇઝિંગ પ્રક્રિયા પછી, સ્ક્રુ બેરલ પરિભ્રમણ ગતિ અને દબાણને સમાયોજિત કરીને પ્લાસ્ટિકાઇઝ્ડ સામગ્રીને બેરલમાંથી બહાર ધકેલે છે. મોલ્ડ અને પ્રેસિંગ રોલર્સ જેવા સાધનો દ્વારા, સામગ્રીને SPC ફ્લોર પેનલના આકારમાં મોલ્ડ કરવામાં આવે છે. ટૂંકમાં, SPC ફ્લોરિંગના ક્ષેત્રમાં સ્ક્રુ બેરલનો ઉપયોગ મુખ્યત્વે મટિરિયલ મિક્સિંગ, પ્લાસ્ટિસાઇઝિંગ અને પુશિંગ આઉટ પર ધ્યાન કેન્દ્રિત કરે છે. તે SPC ફ્લોરના ઉત્પાદનમાં એક મુખ્ય સાધન છે, જે ખાતરી કરે છે કે ફ્લોરિંગ સામગ્રીમાં જરૂરી કામગીરી અને ગુણવત્તા છે.